
1、引言
一艘常规船舶是由数以万计的零部件构成,其内部配有各种设备、管系、仪器以及动力与生活设施等,以满足航行、停泊、生产和生活等需要。将这样复杂的结构从设计图纸通过各道工序,快速高效地形成最终产品,需要依靠先进的制造技术,而先进的制造技术又需要配以相应的工艺装备才能顺利地实施。
未来5至10年,是我国船舶工业发展的重要战略机遇期。胡锦涛总书记明确指出:我们不仅要努力成为世界造船大国,还应树雄心,立壮志,使我国成为世界造船强国。要实现这一宏伟目标,必须进行造船软、硬技术创新,其中软件创新主要是改变传统的造船模式,而硬件创新主要体现在船厂大型设施的建设和造船工艺装备的综合机械化和自动化,即工厂自动化和机器人化。
建造船舶需要大量的工艺装备,而工艺装备的发展,又促进了造船工艺水平的提高。提高造船装备自动化、机械化水平,对提高生产效率和产品质量,缩短造船周期都具有重要意义。
2、国外造船工艺装备发展趋势
近20多年来,国外造船工艺装备自动化的发展尤为迅速。随着计算机、数控、液压及精密机械技术的广泛应用,以及造船工艺的不断发展,使造船工艺装备向自动化、机械化和柔性自动化生产线方向发展。造船发达的国家基本上已实现了单机自动化,如型钢切割自动化、肋骨自动弯曲机,以及数控弯管机等。在此基础上,柔性自动化生产线在国外的先进船厂也普遍应用,如平面分段流水线、预处理流水线、型钢加工流水线、管子柔性加工生产线等。
造船工艺装备自动化发展可以分为三个阶段:第一阶段为单机自动化或机械化;第二阶段为自动化生产线,它是由自动单机加自动化输送装置组成,具有较高的柔性,有时亦称为柔性自动化生产线;第三阶段为无人化工厂,即全自动造船,它由CIMS软件系统环境下的CAD/ CAM等计算机辅助系统与机器人装置之间的联动操作,即由计算机和智能机器人等高技术系统组成的造船厂。
2. 1 单机自动化
造船发达国家基本上已实现了单机自动化,如型钢切割自动化、肋骨自动弯曲机,以及数控弯管机等。这些单机主要是充分采用数控技术、计算机技术和机器人技术,其目的是使造船过程中某一工位实现自动化加工。
2. 2 柔性自动化生产线
柔性自动化生产线的基础是单机自动化,它在国外的先进船厂较为普遍,如平面分段流水线、钢板预处理流水线、型钢加工流水线、管子柔性加工生产线等。它是采用自动化单机,充分运用传感和检测技术、监控自诊断和自维修技术、自动物流技术及机器人等高新技术系统,使造船生产过程的某一流程或某一制造阶段实现自动化的加工系统。对于船舶、轮机及其他船用设备,因为具有多特点,自动化生产线必须是柔性的,才能适应产品多样化的需求。
2. 3 智能无人化造船
将企业的全部生产经营过程(包括市场研究、经营决策、产品设计、加工制造、生产管理、销售及服务等)的所有软硬件综合为一个集成系统,含智能计算机、自动化装备和智能机器人等。
3、国内造船工艺装备发展状况
国内造船工艺装备研究开发有一个循序渐进过程,进入80年代,由于船舶建造进入国际市场,从而引发船厂大规模的技术改造,在大量引进国外先进造船工艺装备的情况下,激发了自主开发的热潮。但目前,我国舰船制造厂的关键工艺及装备与国外先进船厂相比,自动化程度低、设备老化、加工精度低。
3. 1 船板型材切割与加工
船用钢板的切割已从手工切割、光电跟踪切割发展到以数控切割为主,目前,数控等离子切割机已在我国大中型船厂得到广泛应用。国内生产的数控等离子切割机,已达到国际水平,并销往国外。
在型钢切割方面,国内船厂大多仍采用手工切割,再辅助以各种便携式半自动切割机,切割质量和效率都难以得到保证。目前,仅有少数大型骨干船厂引进了国外制造的型钢自动切割生产线。据报道,国内有关单位已开展了国产型钢切割生产线的研制,但目前尚未见在船厂实际应用。
在板材成形加工方面,对于曲率不大的板材采用常规的冷加工,而对于复杂线型外板仍都采用人工水火弯板工艺。国外已成功研制出线加热曲板加工自动化装备,并在船厂得到了应用。我国虽较早开展这方面的理论和设备的研究,但还没有成熟的该类设备。目前,由上海船舶工艺研究所、上海外高桥造船公司、上海交大组成的课题组,正在积极开展曲板成形自动化装备的研制,预计将在年内生产出样机。
在型材冷弯方面,国内已研制成功数控肋骨冷弯机,其技术已达到国际先进水平,并出口到新加坡、越南等国。目前,上海船舶工艺研究所正在研制600 T数控肋骨冷弯机,这是我国目前研发的最大规格数控肋骨冷弯机,该设备将于明年交付上海江南长兴基地使用。
3. 2 船体装配
我国船厂目前采用的平面分段流水线均为国外引进,国内还无成熟的产品。曲面分段还是采用传统的在胎架上安装的方式。国外TTS公司研制的第一条流水线已安装在丹麦的奥顿斯船厂。该系统的单面焊接工作站能全方位倾斜,使其能在水平位置进行SA W单面焊作业。整个胎具的调整应用CAD系统的CNC数据进行。
3. 3 管子加工
我国大部分船厂管子加工主要采用单机形式,虽然部分船厂从国外引进了管子生产线,但由于部分进口管子加工设备不能完全适应圆度、壁厚偏差较大管子的加工,导致不能充分发挥应有的效益。
3. 4 焊接方面
目前,我国造船焊接机械化、自动化率和国外相比,差距比较大。
我国骨干船厂的焊工人均焊接材料的消耗量约15kg,国外的先进水平则大于45kg,存在2倍以上的差距。除了管理上的原因外,主要是焊接设备的自动化水平比国外的那些船厂低。此外,国内船厂所使用的高效焊接设备和焊接材料主要依靠国外进口。
近年来,我国有关单位在焊接自动化设备研制方面取得了一定的成效,成功开发了垂直气电焊机、双丝单面MAG焊机等自动化焊接设备,并在造船企业得到了广泛的应用。
3. 5 涂装方面
我国骨干船厂都有分段涂装房,其中1/ 4是1995年前建成的。新建的涂装房设有遥控除锈机,符合环保要求,并具有高压无气喷涂工艺设备、特涂设备、精密的漆膜测厚仪器,涂装效率约为0. 9h/m2m。国外先进船厂拥有数控喷丸清洗机,有洁净明亮的喷丸房,有涂装机器人、特涂设备,以及漆膜厚度自动检测装置,涂装效率约为0. 25h/ m2,比国内水平高近3倍。
4、我国造船工艺装备创新的发展思路
4. 1 发展方向
目前,我国船舶工业自主研制的造船装备尚处于单机自动化阶段,已研制了部分数控设备和自动化装置,如数控切割机、数控肋骨冷弯机、数控弯管机,以及数控加工机床和多种自动化焊接设备,但是,这些单机尚未真正连成线。近几年,我国一些骨干船厂相继引进了部分生产流水线,如船体平面分段流水线、钢材预处理流水线、管子加工生产线等,虽说也形成了生产线,但这些都不是最先进的,仅是局部自动和电控,而不是全线自动化的设备。这些流水线上都没有机器人、机械手及激光检测定位等智能化装置。由于不是全自动化生产线,在生产中人的干预多,而人又牵涉到管理水平和技术素养等诸多因素,所以这些生产线的效率与国外先进生产线相比,有较大差距。因此,我国造船工艺装备的发展还有许多艰巨工作要做。面对国际船市竞争激烈的形势,我们应以推进建立现代造船模式,优化造船作业主流程为突破点,抓住船厂新建和改造的有利时机,采取跨越式发展策略,以建立柔性准流水线为目标,带动流水线中关键单机自动化设备的研制,以提高我国自动化装备水平,缩短与日、韩造船装备自动化程度的差距。目前,上海船舶工艺研究所已经在朝这个方向努力,在现有研制工艺装备研究基础上,采用集成创新,初步研制出钢材预处理流水线(中、薄板)、管子自动切割流水线、型材自动切割线、大型环保涂装房等。
4. 2 发展重点
主要结合我国国情和船舶行业骨干船厂的需求,拟在船舶建造过程中重点选择开发以下一些领域,主要以适用和提高工效为主,不过分追求自动化。
(1)在船体零件加工阶段主要以机械化自动化切割为发展重点。重点是NC等离子切割机的全国产化和系列化,NC激光、水射流切割机的研制,NC船用大型钢管相贯线自动化切割装置研制,型钢自动化切割线,以及板、型材自动化成形加工装置的研制。
(2)在船体装焊阶段主要以高效、节能和适用的焊接设备为发展重点。重点是自动横焊机、垂直角焊机、单丝单面MAG焊机等自动化装置研制。
(3)管子加工流水线的国产化。重点是管子送料自动化装置、数控切管机、法兰供料机、法兰装焊机及自动卸料装置等。
(4)涂装工艺装备的国产化和系列化。重点是钢材预处理流水线系列化和国产化、大型环保涂装房设备国产化和系列化,以及移动式快速组装涂装房设施的研制。
4. 3 发展目标
(1)重点研究领域内的单机在现有基础上基本上达到数控、程控和自动化水平;全面替代进口设备。
(2)造船过程中的中间产品生产单元基本上形成独立的准流水生产线,并具备各专项自动装备样机进入生产线。
(3)对于国内骨干船厂已引进的生产流水线中的软硬件功能不到位的,基本上能用国产设备和配件替代,使其效率提高。
(4)对于新建船厂除个别关键设备外,基本上能采用国产的流水线和单机设备。
(5)型钢自动号料切割流水线能完成各型船舶各类型钢的自动化下料。
(6) N C板材热应力曲面成形装置能满足船厂对复杂曲形板的自动化加工要求。
(7)高效、节能的焊接设备能满足船体建造中的小合拢、中合拢和大合拢阶段不同部位的自动化焊接要求。
(8)管子加工流水线除个别设备外,基本上替代进口流水线。
(9)钢板预处理流水线能满足薄板、中厚板和大厚板的不同需求。
(10)大型符合环保涂装房的设施替代进口产品,并能满足不同层次船厂需要。
5、对策和建议
5. 1 统筹规划船用自动化装备的研究开发
我国船舶制造自动化装备的研究与开发,需要统筹规划,做到有所为有所不为。选准方向,集中力量开发,加快实现商品化、产业化。同时,必须加大投入力度。
造船工艺装备是军民船舶通用的和相互转移的,例如等离子切割机在舰艇和民船的下料中都可以使用,还有如大型涂装房更是军民兼用。鉴于我国造船工艺装备总体上与国外有相当大的差距,而且这几年还有拉大差距的趋势。因此建议科工委、海军和中国船舶集团公司及上海船舶工艺研究所共同筹措资金,开展一些重点项目研究。
5. 2 发掘一些老产品使其升级换代
早些年,船舶行业的工艺设计院所在计划经济体制下,也研制过不少流水线和设备,如平面分段流水线,邹寸(1983年)属国内领先。但是,近年来,国内船厂无一不是进口平面分段流水线。将进口的平面分段流水线与1983年产品相比,基本工位和主要设备都是差不多的。主要是进口的自动化程度高。如果一直坚持跟踪和更新换代,那么平面分段流水线或许就不是现在进口产品一统天下的局面了。
建议新船厂建设和老船厂技术改造中,在选购工艺装备时,引入市场机制,在保证实用、质量和高效率的前提下,优先选择国产设备。
5. 3 推进建立现代造船模式与造船工艺装备的发展相结合
现代造船模式,它是以中间产品为生产单元,实现流水作业化。这种思想方法实现了单件、小批量天法使得流水作业化的船舶产品,运用成组技术,将工艺相似的零部件组合在一起,划分成若干个标准的生产单元,经过各工序的统筹优化,空间上分道、时间上有序,从而实现流水线作业。在每个流水线上可大大提高专用设备的利用率,也大大提高了生产效率。
现代造船模式的另一个特点是设计、生产、管理一体化。要达到这个目标必须实现电算化。而整个设计生产过程必须是信息化的。目前各船厂设计基本实现了电算化,但因资金所限,智能化设备不足,尚未全部做到设计数据直接传输,并作为数据指令直接指挥流水线上的伺服设备执行任务。因此,不少生产线上出现了瓶颈,影响了整个工艺流程的进度,使得引进工艺装备的生产效率难以提高,这是一个值得注意的问题。
- 关键词:船体建造工艺,栖装,涂装,船厂设备,技术发展水平
- 浏览量:2693
- 来 源:仪器仪表商情网
- 声明:凡本网注明" 来源:仪商网"的所有作品,版权均属于仪商网,未经本网授权不得转载、摘编使用。
经本网授权使用,并注明"来源:仪商网"。违反上述声明者,本网将追究其相关法律责任。
本网转载并注明自其它来源的作品,归原版权所有人所有。目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。如有作品的内容、版权以及其它问题的,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。
本网转载自其它媒体或授权刊载,如有作品内容、版权以及其它问题的,请联系我们。相关合作、投稿、转载授权等事宜,请联系本网。
QQ:2268148259、3050252122。 -

-
 国内首艘膜技术船舶尾气净化装置 打造行业最新进技术船舶制造|2018-03-16
国内首艘膜技术船舶尾气净化装置 打造行业最新进技术船舶制造|2018-03-16 -
 基于面向对象Pet ri网的船舶制造过程建模船舶制造|2015-07-31
基于面向对象Pet ri网的船舶制造过程建模船舶制造|2015-07-31 -
 基于Rational Rose的船舶生产设计PDM系统建模分析船舶制造|2015-07-31
基于Rational Rose的船舶生产设计PDM系统建模分析船舶制造|2015-07-31 -
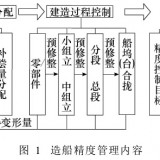 船舶制造精度管理及过程控制技术探讨船舶制造|2015-07-30
船舶制造精度管理及过程控制技术探讨船舶制造|2015-07-30 -
 船舶制造工艺装备的发展与创新船舶制造|2015-07-30
船舶制造工艺装备的发展与创新船舶制造|2015-07-30 -
 船舶虚拟建造系统船舶制造|2015-07-30
船舶虚拟建造系统船舶制造|2015-07-30 -
 MSC Nastran在船舶CAE中的成功应用船舶制造|2015-07-30
MSC Nastran在船舶CAE中的成功应用船舶制造|2015-07-30 -
 研华船舶综合平台管理系统船舶制造|2015-07-30
研华船舶综合平台管理系统船舶制造|2015-07-30 -
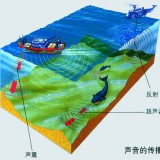 航海系统中的双传感器航星计程仪测试系统船舶制造|2015-07-30
航海系统中的双传感器航星计程仪测试系统船舶制造|2015-07-30 -
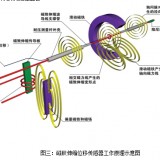 智能式磁致伸缩位移传感器在船舶上的应用船舶制造|2015-07-30
智能式磁致伸缩位移传感器在船舶上的应用船舶制造|2015-07-30